3D Printer Material Tests
Introduction
There are many things to consider when choosing a 3D printer filament for a project. These considerations include the material’s price, tensile strength, and its ability to resist changes in temperature, moisture, or different types of chemicals.
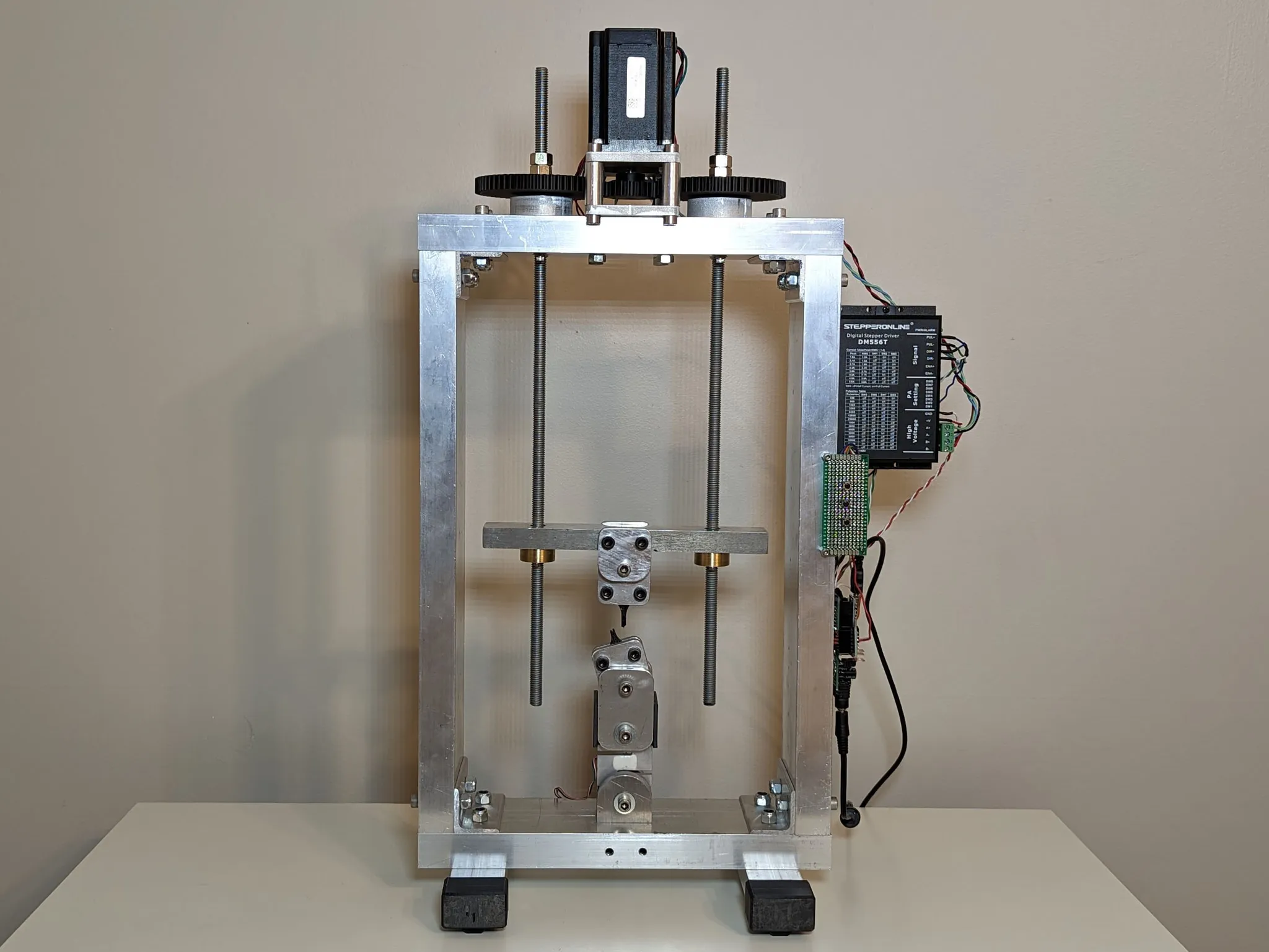
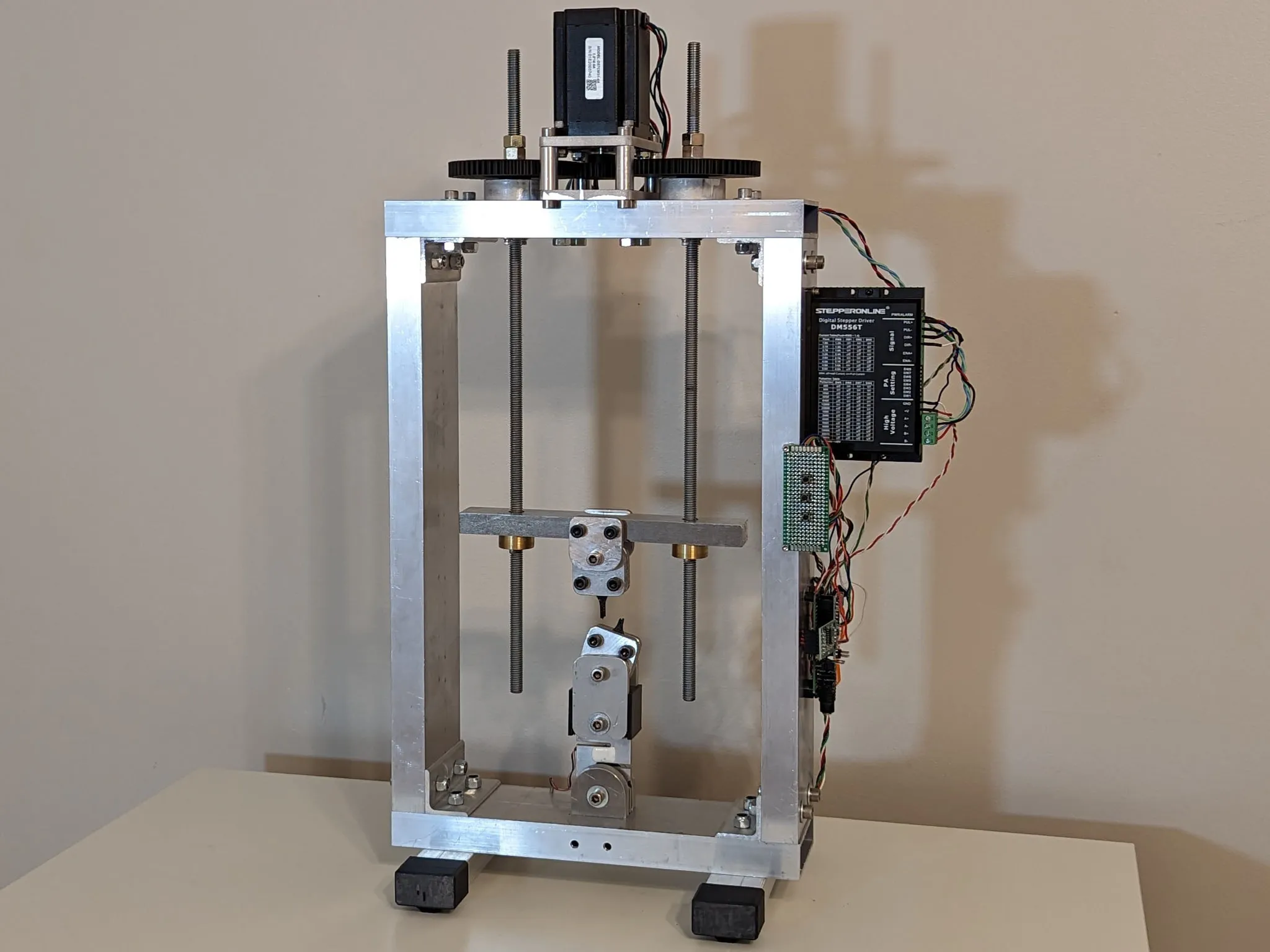
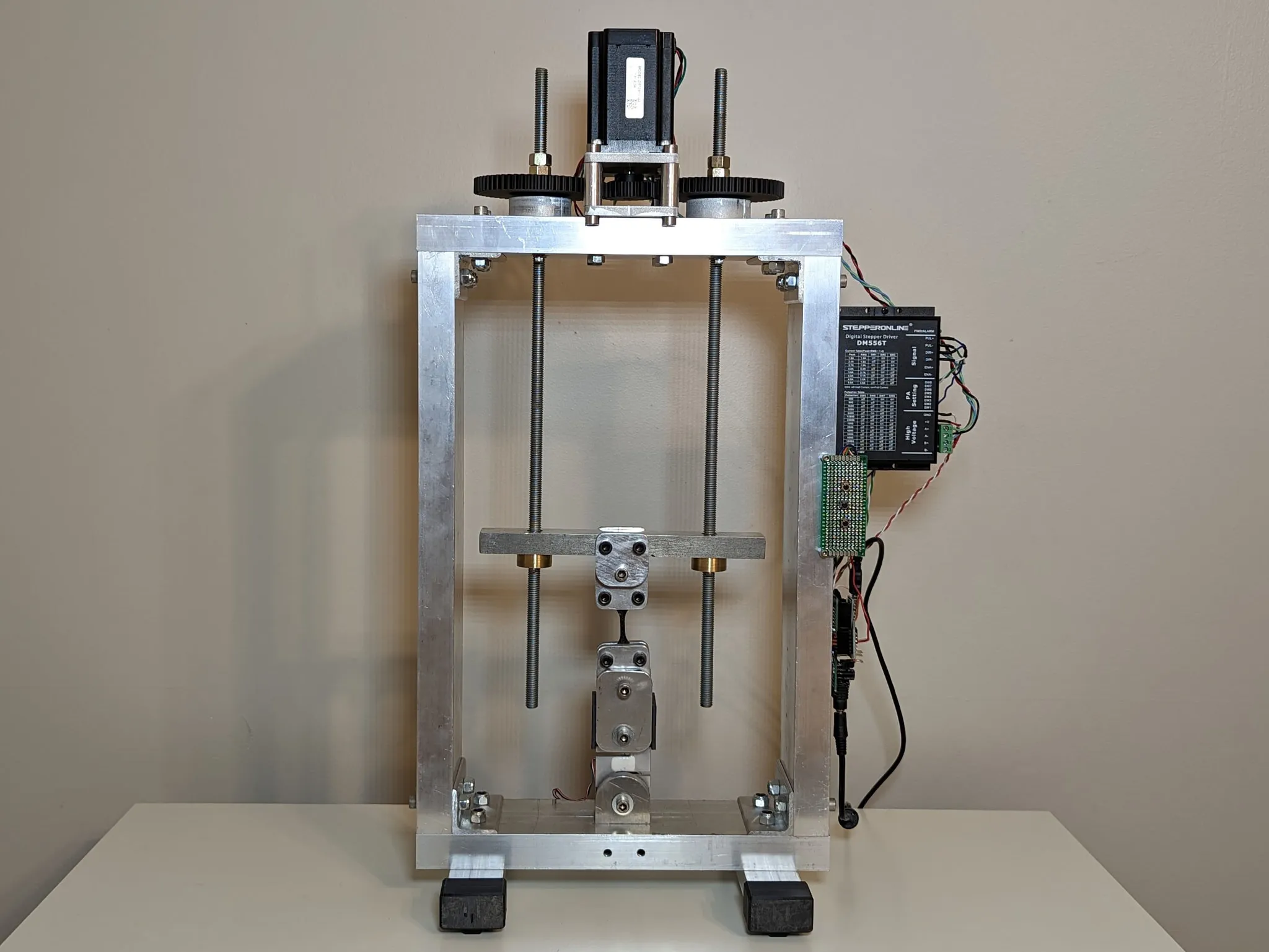
While some manufacturers provide specifications that cover a few of these factors, I wanted to independently test the tensile strength and Young’s Modulus of various engineering-grade materials under different conditions. For example, PA6 nylon is highly susceptible to moisture absorption during normal environmental exposure. To address this, I built a custom tensile strength test rig and evaluated a wide range of materials. The full results can be viewed at material.nathantsoi.com.
This article describes the testing methodology and the test rig I built to carry out these experiments:
Testing Methodology
My goal during testing was to ensure the fairest possible comparison between different materials using a setup with a cost accessible to hobbyists. The cost of a typical universal testing machine starts around $10,000 and can easily exceed $150,000. My aim was to design a capable custom test rig that could be built for roughly $100.
The requirements for the test machine were defined by the test protocol.
Test Coupon
The main factor that influences the cost of a typical universal testing machine is the amount of force the machine needs to exert on the test coupon. Therefore, I started by calculating the maximum force my machine would have to exert. Upon examining the ultimate tensile strength of the strongest materials I planned to test, I chose to use the ASTM D638 Type V coupon. This standard has a cross-sectional area in the test section of 9.54 mm², allowing for breakage with under 200 kg of force.
For each material, I printed eight test coupons using the manufacturer’s provided settings. When manufacturers provided a large temperature range, I printed at the high end of the range to maximize layer adhesion. For maximum strength, the coupons were oriented so that the layer lines ran parallel to the axis of the test.
Storage Protocol
Because this test evaluates the water absorption of the materials, I stored four coupons in an airtight container with a pack of silica desiccant immediately after printing until the test was performed.
To test the filament’s properties after water absorption in a humid condition, the remaining four coupons were stored in a sealed container with 5 grams of water for seven days to simulate a humid environment. These four coupons were then tested after 168 hours, and the results were recorded under the “wet” material property results.
Each reported result is the average of the four test episodes corresponding to the four coupons evaluated.
Test Protocol
All materials were tested in the same environment at room temperature.
The following procedure was followed four times (once for each test coupon) for every material:
- The test coupon was loaded into the test rig clamps using a consistent clamping force.
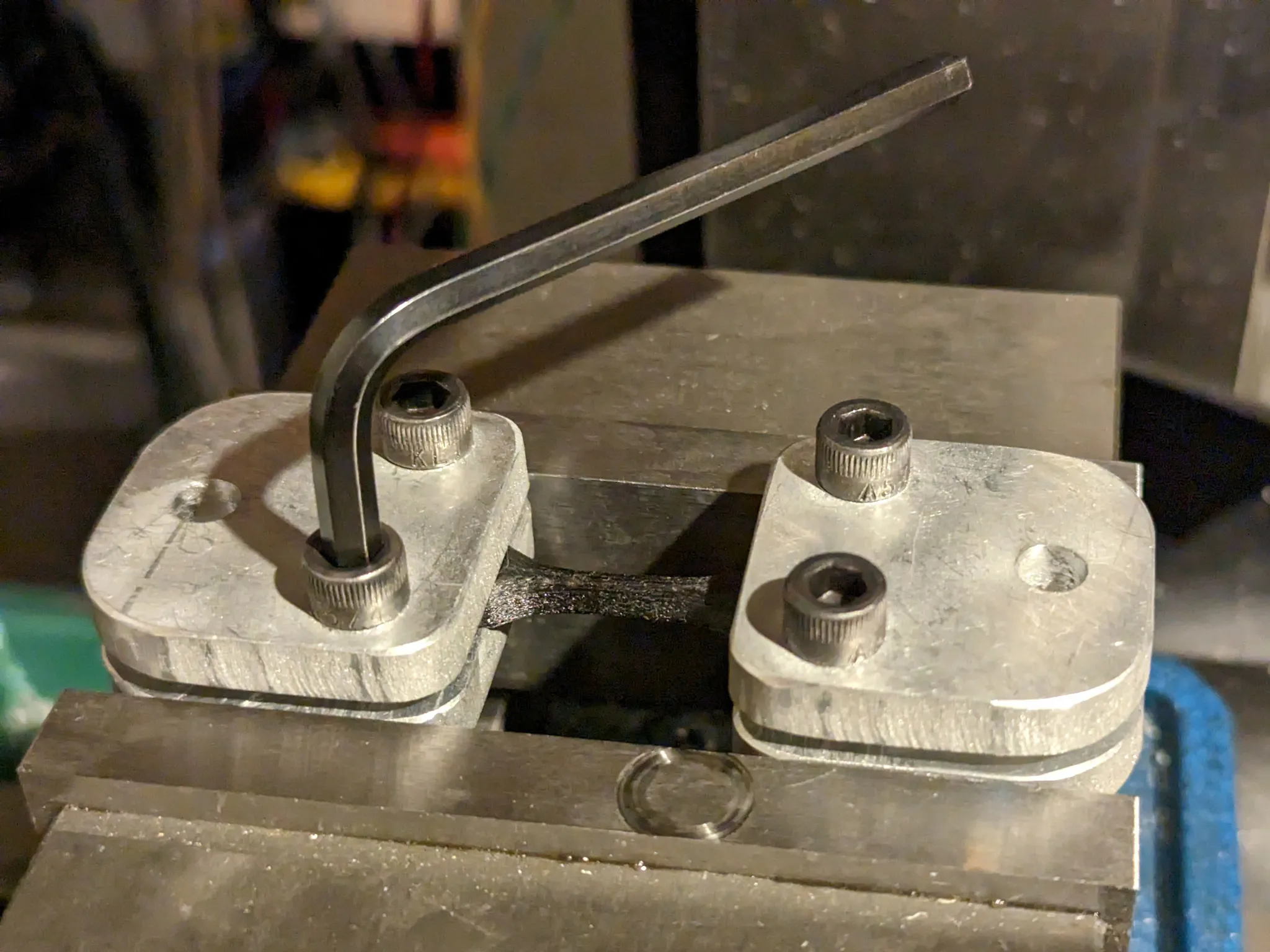
- The coupon and clamps were loaded into the test rig.
-
The test rig was zeroed, and data collection began.
-
The test rig moved 200 steps in the positive direction and measured the force exerted on the coupon via a load cell, repeating this continuously until the coupon broke.
-
Upon coupon breakage, data collection and the test rig were stopped.